MTシステムの応用事例
波形の相違検査(ATSpectrum, WaveTool)
わずかな違いも見逃さない
機器の電流波形検査(イプシロンロケット自律診断)
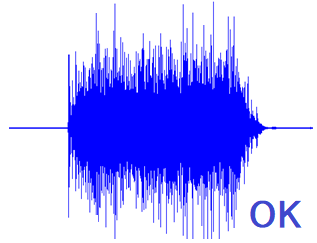
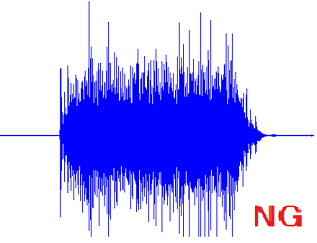
図はロケット噴射ノズル制御電流波形で、OKとNGの例です。ほとんど見分けがつきませんが、検査員はこれを見分けています。緑色の波形は学習波形の一つであり、青色波形が検査対象です。
固体燃料ロケットでは、数百項目の計測値から正常度の総合判定が行われます。ロケットは巨大な機器ですが、不具合箇所を限りなくゼロにするために、究極の診断が必要です。
JAXA(宇宙航空研究開発機構)はイプシロンロケット開発に当たり、自律診断のために複数のAIの中からMT法を採用しました。

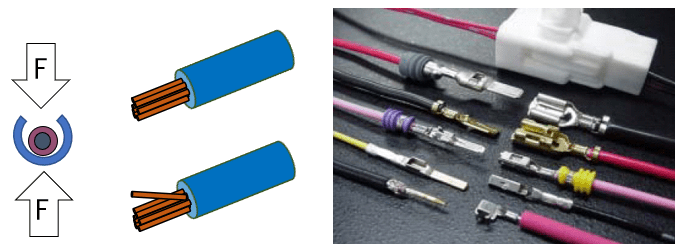
圧着端子加工波形の検査
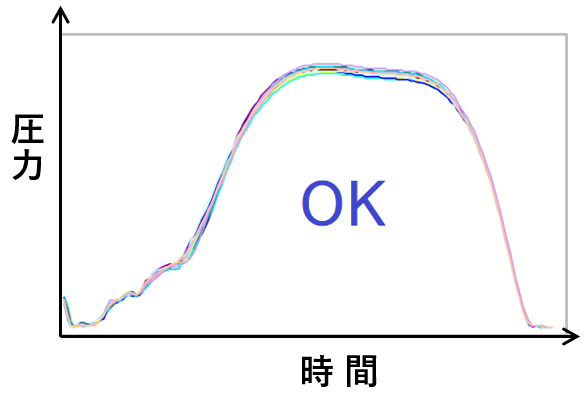
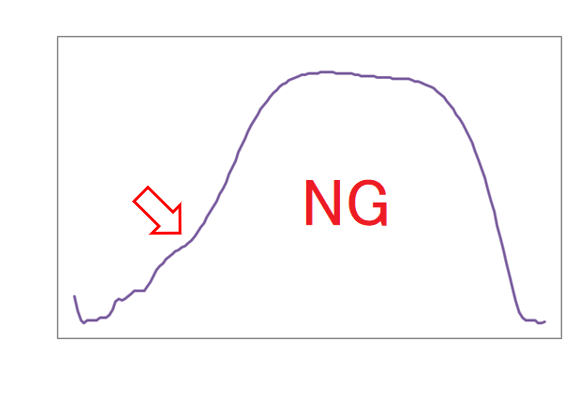
圧着端子をケーブル端末に装着する際の圧力波形を測定すると、正常な場合、立ち上がりの途中に凹んだ部分が現れます。電線はみ出しなど圧着がNGの場合は凹部が形成されない(矢印)ため、これを検出しなければなりません。波形には他の不具合も現れますが、MT法により感度よく検出することができます。
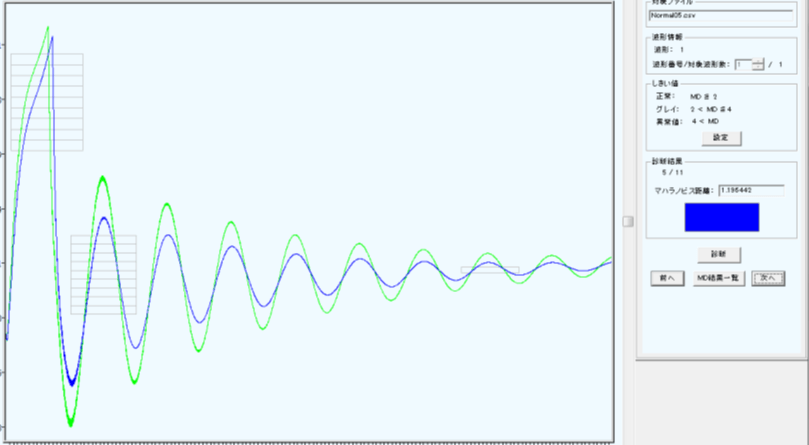
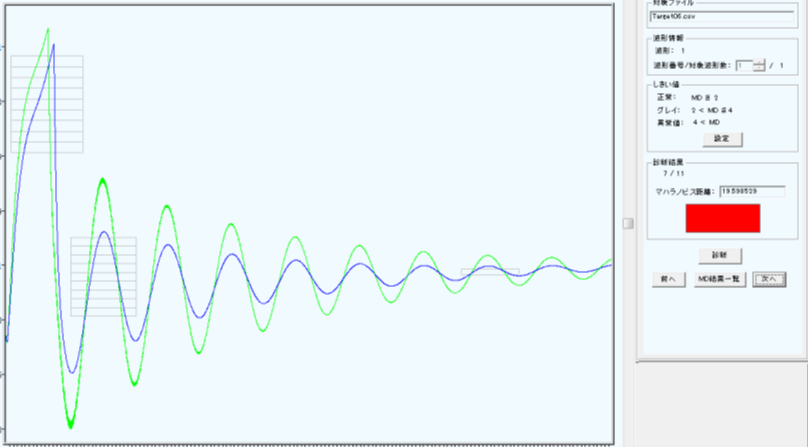
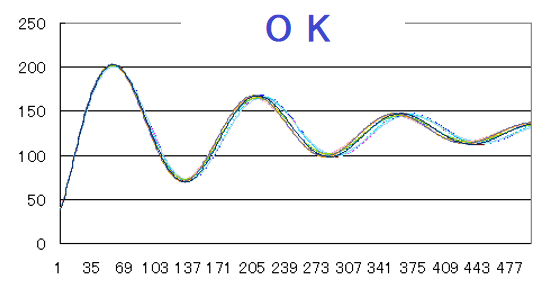
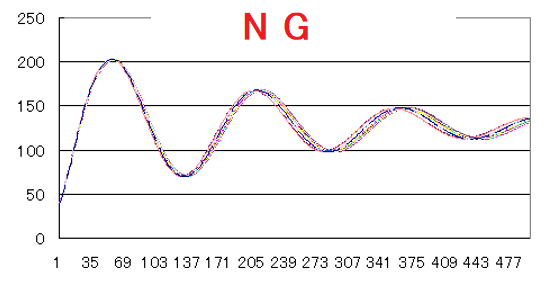
コイル非破壊検査(インパルス波形)

モータや変圧器では、はコイルの絶縁が適切かどうかを確認するための評価(インパルス試験)が行われます。コイルにピンホールがあると、その波形が乱れるのですが、図に示すように見た目ではほとんど判別ができません。
熟練検査員には分かるとのことですので、MT法で解析したところ熟練者と全く一致した結果が得られただけではなく、どこを勘どころとしているかもわかりました。熟練者からは「ノウハウが知れるのは困る」との声も出ました。

異音検査・振動検査
カーオーディオのディスク装填部には、複数の歯車列があります。多くの場合、プラスチック歯車が使用されますが、歯車に変形があると、わずかですが異音が発生するため、検査員による出荷検査が行われていました。聴覚に優れる女性が担当していましたが、精神的負担が大きいことや判定の不安定さがありました。また、FFTなどによる解析が試みられてきましたが、満足な結果が得られませんでした。
そこで、高性能な収音マイクから50,000サンプル/秒でデータを収集し、MT法による判定を試行しました。その結果、人間と同等な精度で安定した判定ができることが分かり、AIによる異音検査装置として、国内外で活用されています。
画像検査/外観検査(REM-Image)
検査員の観察力を置き換える特許技術(特許第7343133号)
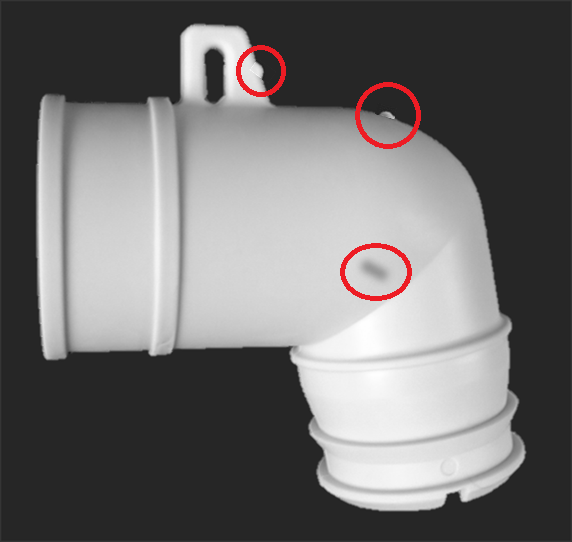
成型品の汚れ・傷・バリ検査
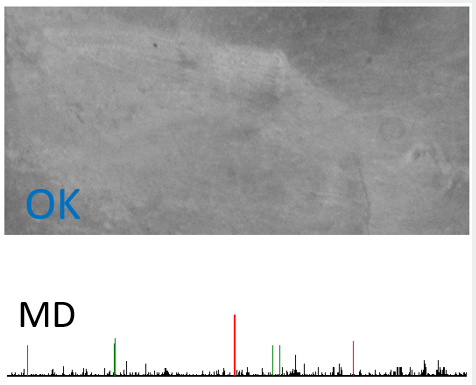
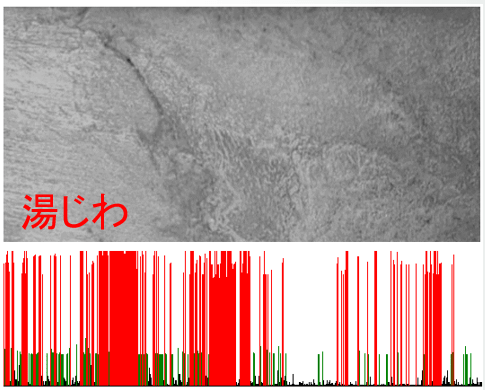
図はアルミダイキャスト製品の画像です。OK画像は表面が滑らかですが、NG画像には「湯じわ」が見られ、MT法で高感度に検出されます。
主な特徴は以下のとおりです。
・わずか数枚の正常画像を学習するだけで、高い精度の判定ができる
・汚れ、傷、バリなど異なる性質の欠陥について、それぞれの判定基準を設定できる
・注意深く見る、粗く見るなど、判定精度を部分ごとに指定できる
・撮影時の位置ずれや照明ムラにも安定した判定ができる

設備の予知保全
異常発生時、即座に原因診断ができる
医療機器のオンライン検査

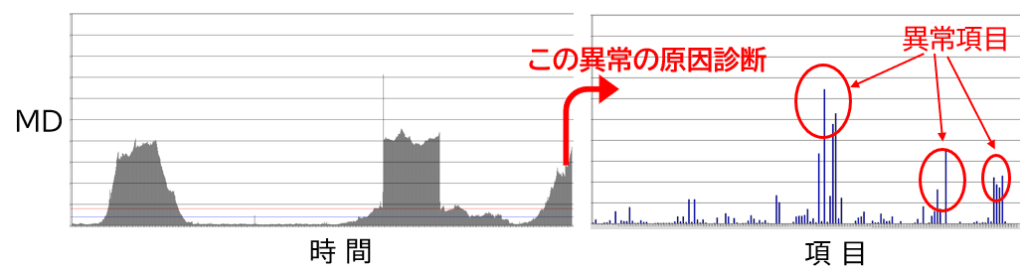
MT法が解釈可能なホワイトボックス型AIである理由は、異常が発生したときにその原因を瞬時に診断できるからです。すなわち、どの温度が正常ではないか、あるいはバルブと流量の間にアンバランスがあるかどうかなどを知ることができます。
ここに示すグラフは、医療機器への適用事例ですが、複数の測定値すなわち温度や磁気特性などを総合的に判断した結果(MD)と原因診断の結果です。この場合は複数の項目のバランスが崩れていることが分かります。
マハラノビス距離(MD)が大きくなり、異常あるいはその兆しが現れた際には、保守用部品や作業者の準備をいち早く行うことができます。
推定・予測(MTRT-AddIns:T法-1およびMSR)
何が起こるかを精度よく予見したい
河川氾濫の予測


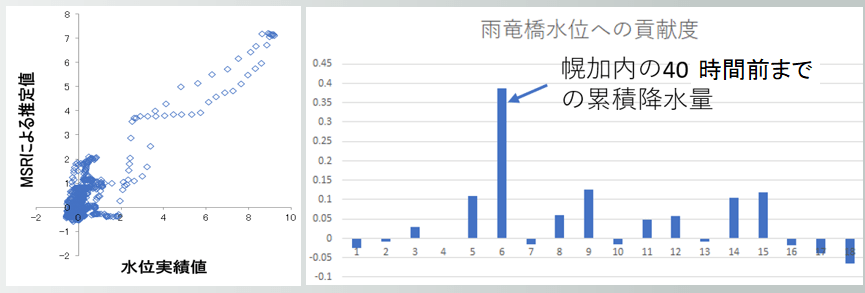
河川の氾濫を事前に、できれば数日前に予測できれば、被害を最小限に抑えることができます。この事例の対象は、2023年8月6日に氾濫した北海道の雨竜川です。氾濫地点である雨竜橋の水位が、流域上流部の数カ所の1時間ごとの雨量に基づき、MSRで予測されました。その結果、40時間前までのデータをもとに精度の高い水位予測ができることがわかりました。特に、約50km上流の幌加内地域の降水量が雨竜橋の水位に大きく影響することもわかりました。
散布図は、氾濫の危険性がある高水位時の推定精度が高いことを示しています。また、棒グラフから、雨竜橋の水位予測には幌加内の降水量が大きく影響することがわかります。
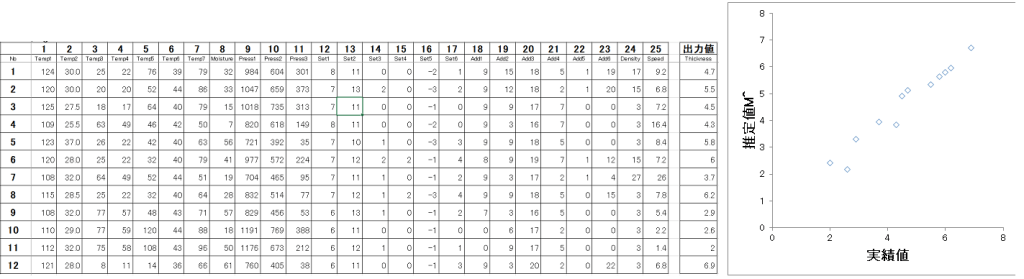
メッキ厚さの推定

メッキの膜厚は温度や時間などの要因によって変化します。
この事例は温度など25項目を測定して作成した12サンプルのデータから、メッキ膜厚を推定した例です。
T法(1)およびMSRは少ないサンプル数の場合でも、精度のよい推定値を得ることができます。重回帰分析と異なり、サンプル数が項目数より少ない場合や多重共線性のある場合でも正確な推定が可能です。